



В настоящее время на машиностроительных предприятиях одной из наиболее важных задач является продление срока службы имеющейся техники, что, прежде всего, связано с выполнением работ по восстановлению деталей машин. При этом необходимо стремиться к повышению качества восстановления при одновременном снижении материальных и трудовых затрат. Решение данной задачи в значительной степени связано с внедрением в производство перспективных ресурсосберегающих технологий восстановления деталей машин. Одной из таких технологий является электроконтактная наварка проволокой (ЭКНП) наружных поверхностей деталей вращения различного назначения: технологического оборудования, сельскохозяйственной техники и т.д. [2,4,6,8,9].
Постановка задачи исследования
Практика восстановления наружных поверхностей деталей ЭКНП показала, что наряду с цилиндрическими поверхностями деталей часто возникает необходимость в восстановлении конических поверхностей с углом конуса в большинстве случаев находящимся в диапазоне от 0º до 30º.
В работе [5] показано, что наиболее доступным показателем качества соединения металлов при ЭКНП цилиндрических поверхностей деталей вертикальными электродами является осадка проволоки. При ее значении более 70 % получаемое соединение металлов характеризуется отсутствием непроваров в зоне контакта металлов. С целью исследования возможности использования осадки проволоки для контроля качества соединения металлов при наварке наклонными электродами необходимо провести экспериментальные исследования влияния режимов наварки на осадку ![]() вблизи большей кромки валика наваренного металла [7]. Также следует рассмотреть условия формирования соединения металлов при ЭКНП наклонными электродами.
вблизи большей кромки валика наваренного металла [7]. Также следует рассмотреть условия формирования соединения металлов при ЭКНП наклонными электродами.
Результаты исследования
При оценке возможности использования осадки ε проволоки для контроля качества соединения металлов без непроваров при наварке наклонными электродами ее определяли вблизи большей кромки валика наваренного металла из следующего выражения:
![]() ,
,
где d – диаметр присадочной проволоки; h – высота вблизи большей кромки валика наваренного металла.
Металлографическими исследованиями макрошлифов было установлено [7], что соединение металлов без непроваров при наличии угла наклона рабочей поверхности электрода к поверхности детали обеспечивается при осадке проволоки вблизи большей кромки валика наваренного металла не менее 65%. На рис.1 показаны макрошлифы валиков наваренного металла (материал детали сталь 45, присадочный материал – сварочная проволока Св-08Г2С диаметром 1,6 мм) для угла наклона рабочей поверхности роликового электрода к поверхности детали 20°, где при осадке проволоки 50% четко видна граница разделов соединяемых металлов, а при осадке проволоки 66% граница контакта металлов отсутствует.
 а) ε =50 %;
а) ε =50 %;
 б) ε =66 %.
б) ε =66 %.
Рис.1. Макрошлифы валиков наваренного металла
Полученные данные позволили сделать вывод, что осадка проволоки может служить показателем качества соединения металлов без непроваров при наварке наклонными электродами, т.е. при наличии угла наклона рабочей поверхности электрода к поверхности детали. Установлено, что с увеличением данного угла минимальная осадка проволоки, необходимая для получения соединения металлов без непроваров, может быть уменьшена с 70 до 65% [7].
Для выяснения причин уменьшения минимальной осадки проволоки, необходимой для получения соединения металлов без непроваров при ЭКНП рассмотрим особенности формирования соединения при наварке наклонными электродами.
Из схемы разложения усилия сжатия, действующего на электрод (рис.2) видно, что при наличии угла α это усилие сжатия раскладывается на две составляющие: нормальную и тангенциальную силы. Для выявления возможного влияния тангенциальной силы, действующей в зоне контакта металлов, на процесс образования соединения при ЭКНП наклонными электродами рассмотрим адгезию металлов для простой двухразмерной модели, представленной в работе [1]. Для простоты наличием окисных пленок в работе пренебрегали и предполагали, что имеет место чистая адгезия. Рассматривался бесконечный брусок мягкого металла, сдавливаемый твердой плоской поверхностью так, что в результате пластического течения вся геометрическая площадь контакта приходит в непосредственный контакт с плоской пластиной (рис.3).
Среднее нормальное давление ![]() равно отношению нагрузки
равно отношению нагрузки ![]() к площади контакта
к площади контакта ![]() (рис.3,а). Затем прикладывали тангенциальную силу
(рис.3,а). Затем прикладывали тангенциальную силу ![]() (рис.3,б), которая создает тангенциальные напряжения
(рис.3,б), которая создает тангенциальные напряжения ![]() (для равновесия тонкого слоя ABCD напряжения
(для равновесия тонкого слоя ABCD напряжения![]() должны быть приложены к BC и DA для предотвращения вращения элемента). Согласно критерию пластического течения при сложных напряжениях в металле тонкий слой ABCD будет течь пластически, когда
должны быть приложены к BC и DA для предотвращения вращения элемента). Согласно критерию пластического течения при сложных напряжениях в металле тонкий слой ABCD будет течь пластически, когда
![]() ,
,
где ![]() -константа, близкая к пределу текучести металла при одноосном напряженном состоянии. Первоначально
-константа, близкая к пределу текучести металла при одноосном напряженном состоянии. Первоначально ![]() и
и![]() , так что
, так что ![]() . Получали:
. Получали:
![]() .
.
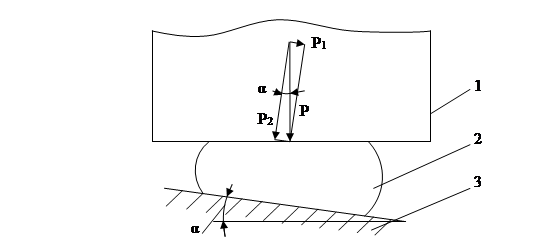
Рис.2. Схема разложения усилия сжатия электродов:
1 – ролик; 2 – валик наваренного металла; 3 – деталь; ![]() и
и ![]() – тангенциальная и нормальная составляющие усилия
– тангенциальная и нормальная составляющие усилия ![]() , действующего на электрод соответственно;
, действующего на электрод соответственно; ![]() – угол наклона рабочей поверхности электрода к поверхности детали.
– угол наклона рабочей поверхности электрода к поверхности детали.
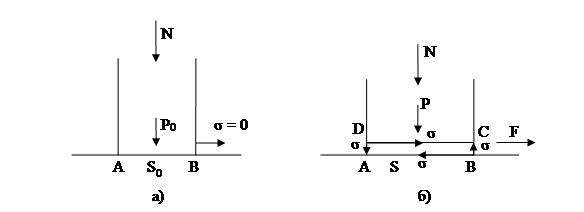
Рис. 3. Двумерная модель, показывающая влияние сложных напряжений на образование роста соединения: а – контакт металлов только под действием одной нормальной нагрузки; б – контакт металлов под действием нормальной нагрузки после приложения тангенциальной силы ![]() .
.
Из последней формулы видно, что как ![]() , так и
, так и ![]() определяют условия течения тонкой полосы ABCD. Действительно, если
определяют условия течения тонкой полосы ABCD. Действительно, если ![]() первоначально равно
первоначально равно ![]() , то материал тонкой полосы находится уже в пластическом состоянии и даже незначительное тангенциальное напряжение
, то материал тонкой полосы находится уже в пластическом состоянии и даже незначительное тангенциальное напряжение ![]() будет достаточным для развития дальнейшего пластического течения. Это незначительное тангенциальное напряжение способствует образованию малого перемещения металла в зоне контакта, в результате которого площадь контакта металлов увеличивается от
будет достаточным для развития дальнейшего пластического течения. Это незначительное тангенциальное напряжение способствует образованию малого перемещения металла в зоне контакта, в результате которого площадь контакта металлов увеличивается от ![]() до
до ![]() (рис.3,б) [1].
(рис.3,б) [1].
Таким образом, даже незначительные тангенциальные напряжения вызывают смещение и увеличение площади контакта металлов. В этих условиях происходят микроскопические перемещения в зоне контакта металлов [1]. Дополнительное пластическое течение, вызванное действием тангенциальных напряжений в зоне контакта металлов, помогает сблизить несовершенства кристаллических решеток двух металлов (вакансий, дислокаций и т.д.) [4]. Также известно [3], что наличие даже небольшой тангенциальной силы в зоне контакта металлов, не вызывающей процессы макроперемещений при сварке давлением, способствует интенсификации процессов схватывания металлов.
Эксперименты, проведенные в работе [1] на стальных поверхностях, показали, что в случае приложения тангенциальной силы в зоне соединения металлов происходит рост площади контакта, сопровождающийся значительным увеличением величины контакта металл-металл, и эта сила способствует также разрушению окисных пленок в зоне контакта, в отличие от случая, когда действует только нормальная сила и разрушение окисных пленок затруднено.
Следовательно, если при приложении нормальной нагрузки в зоне соединения металлов действует еще и тангенциальная сила, приводящая к появлению тангенциальных напряжений, то наблюдается значительное увеличение адгезии соединяемых металлов. Это обусловливается увеличением истинной площади контакта под влиянием совместных нормальных и тангенциальных напряжений, последние при этом способствуют разрушению окисных пленок в зоне контакта металлов.
Вышесказанное подтверждается и в работе [10], где показано, что при схеме нагружения, когда соединение металлов в зоне контакта осуществляется под влиянием совместных нормальных и тангенциальных напряжений, в максимальной степени интенсифицируется пластическое течение в тонких приповерхностных слоях металла и улучшаются условия разрушения и выноса за пределы контакта окисных пленок и загрязнений. Совместное действие нормальных и тангенциальных напряжений облегчают условия пластического деформирования соединяемых металлов.
Выводы
1. Осадка проволоки может служить показателем качества соединения металлов при ЭКНП наклонными электродами. При ее значении не менее 65 % вблизи большей кромки валика наваренного металла соединение образуется без непроваров.
2. Формирование соединения при ЭКНП наклонными электродами происходит при наличии тангенциальных напряжений в зоне контакта металлов. Эти напряжения способствуют ускорению образования физического контакта металлов, активации контактных поверхностей и дроблению окисных пленок в зоне контакта металлов. Это облегчает и интенсифицирует процесс образования сварного соединения металлов и объясняет причины уменьшения минимальной осадки проволоки, необходимой для получения соединения металлов без непроваров при наварке наклонными электродами с 70% до 65%.
Рецензенты:
Сидоров В.Н., д.т.н., профессор, заведующий кафедрой, МГТУ им. Н.Э. Баумана, Калужский филиал, г. Калуга.
Антонюк Ф.И., д.т.н., профессор, МГТУ им. Н.Э. Баумана, Калужский филиал, г. Калуга.