



Введение
Получение ультрамелкозернистого (УМЗ) и нанокристаллического (НК) состояния с высоким комплексом механических свойств в промышленных масштабах является актуальной задачей современного металловедения. В связи с этим в последнее время активно развиваются подходы к получению таких материалов [1].
Одним из методов диспергирования структуры материалов является механо-термическая обработка, которая включает холодную радиальную ковку и последующий отжиг. Радиальная ковка обеспечивает высокие степени деформации в промышленных условиях для высокоточных длинномерных поковок, при этом достигается высокая дробность деформации благодаря использованию вырезных фасонных бойков [2]. Во время ковки происходит многократное перекрытие очагов деформации с накоплением высоких степеней деформации. Последующий отжиг вызывает развитие рекристаллизационных процессов с формированием дисперсной структуры [3, 4].
Таким образом, целью данной статьи является исследование закономерностей формирования структуры и свойств конструкционной стали на разных этапах механо-термической обработки.
Материалы и методики эксперимента
В качестве материала исследования выбрана конструкционная низкоуглеродистая сталь 09Г2С следующего химического состава, % (масс.): 0,11 С; 0,50 Si; 1,26 Mn; 0,22 Cr; 0,14Ni; 0,14 Mo; 0,005S; 0,017P.
Предварительная термическая обработка трубных заготовок из исследуемой стали заключалась в термическом улучшении: закалка в воде от температуры 920°С, время выдержки 30 минут с последующим отпуском при температуре 570°С в течение 1 часа с охлаждением в воде.
Холодную пластическую деформацию трубных заготовок проводили в три прохода на радиально-ковочной машине SXP-16 с частотой 1000 ударов в минуту, заготовку при этом вращали вокруг своей оси со скоростью 25 оборотов в минуту с суммарной степенью деформации 55%.
Микроструктуру исследуемых сталей исследовали на микрошлифах с использованием светового микроскопа Olympus GX51. Для выявления микроструктуры поверхность микрошлифов подвергали травлению в 4%-ном спиртовом растворе азотной кислоты. Тонкую структуру сталей изучали на просвечивающем электронном микроскопе FEI Tecnai 20 G2 TWIN при ускоряющем напряжении 200 кВ.
Характеристики прочности и пластичности определяли на цилиндрических образцах с начальным диаметром 5 мм, в соответствии с требованиями ГОСТ 1497-73, на универсальной гидравлической системе для статических испытаний «INSTRON-SATEC 300 LX».
Испытания на ударную вязкость проводили на образцах типа 3 и типа 17 по ГОСТ 9454-78 на маятниковом копре КМ-30 при комнатной температуре. Трещину наносили на вибраторе Дроздовского.
Результаты и их обсуждение
Для исследования формирования структуры и свойств при механо-термической обработке выбрана низколегированная конструкционная низкоуглеродистая сталь 09Г2С в исходно термоулучшенном состоянии. Структура трубной заготовки исследуемой стали на наружной и внутренней поверхности после термического улучшения и холодной пластической деформации методом радиальной ковки со степенью 55% представлена на рисунке 1, а и б.
После термического улучшения в стали 09Г2С реализуется структура сорбита отпуска с избыточной ферритной фазой. Причем вблизи наружной и внутренней поверхностей трубы структура отличается количеством избыточной ферритной фазы, что можно объяснить низкой прокаливаемостью исследуемой стали. Количество структурно свободной ферритной фазы на внешней поверхности составляет порядка 20% (рис. 1, а), а на внутренней – порядка 50% (рис. 1, б).
Холодная пластическая деформация методом радиальной ковки со степенью 55% нивелирует структурные отличия в строении внешней и внутренней поверхности исходно термоулучшенной трубной заготовки (рис. 1, в и г) за счет образования большого количества границ зерен/субзерен в структурно свободного феррита стали 09Г2С. Другими словами, холодная РК позволяет исправлять дефекты термического улучшения низколегированных сталей (таких как структурно свободный феррит) за счет их диспергирования. Такой эффект вызван измельчением элементов структуры и субструктуры исследуемой стали в результате развития процессов фрагментации структуры при холодной пластической деформации [5].
а 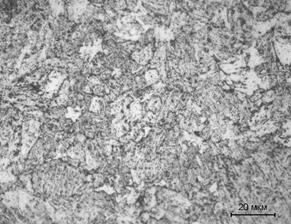 б
б 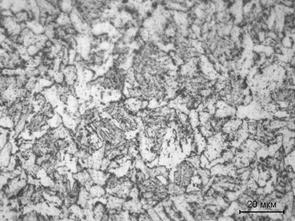
 г
г 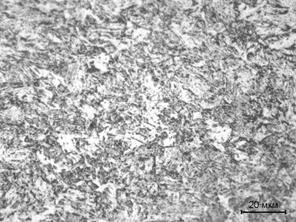
Рисунок 1. Микроструктура конструкционной низкоуглеродистой стали 09Г2С в термоулучшенном состоянии (а, б) и после радиальной ковки со степенью ε = 55% (в, г) вблизи наружной (а, в) и внутренней (б, г) поверхности.
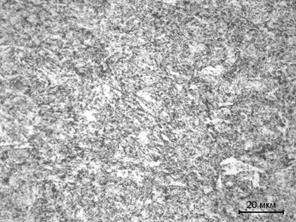
Микроструктура стали 09Г2С, подвергнутой последеформационному нагреву до температур 500 и 600°С, приведена на рисунке 2. При рекристаллизационном отжиге в интервале температур 500…600°С холоднодеформированной стали получают развитие процессы рекристаллизации, и структура становится однородной по всему сечению стенки трубной заготовки, при этом участки структурно свободного феррита методом световой микроскопии практически не выявляются.
а 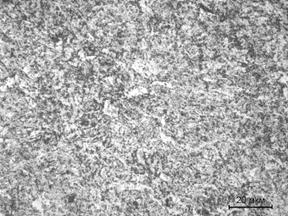 б
б 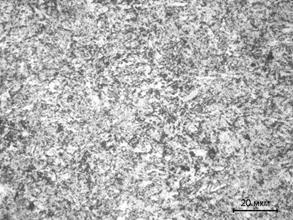
в 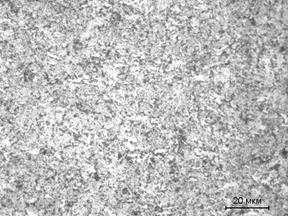 г
г 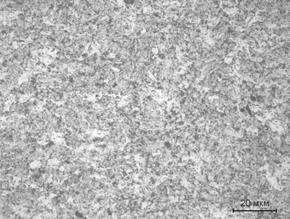
Рисунок 2. Микроструктура конструкционной низкоуглеродистой стали 09Г2С вблизи наружной (а, в) и внутренней (б, г) поверхностей трубной заготовки, подвергнутой последеформационному отжигу: а, б – при 500˚С; в, г – при 600˚С.
Для изучения тонкой структуры стали 09Г2С после холодной пластической деформации методом радиальной ковки со степенью 55% и последующего отжига при температуре 500°С была использована просвечивающая электронная микроскопия (рис. 3, а). В структуре исследуемой стали после такого режима обработки сохраняются объемы деформированного металла, в которых процессы рекристаллизации сдерживаются мелкодисперсными карбидами. Характер распределения зерен и субзерен по размерам для исследуемых сталей также имеет левую асимметрию и носит логнормальный характер (рис. 3, б). Средний размер субзерна α-фазы после отжига при 500 °С составляет 555 нм, т.е. в данных условиях в стали 09Г2С формируется ультрамелкозернистая структура.
а 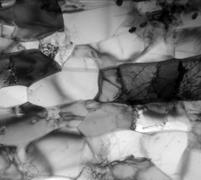
![]() 400 нм
400 нм
б 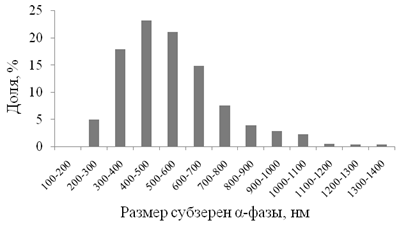
Рисунок 3. Тонкая структура (а) и гистограмма распределения субзерен α-фазы по размерам (б) стали 09Г2С после холодной пластической деформации методом радиальной ковки со степенью 55% и последеформационного отжига при температуре 500 °С.
Результаты испытания характеристик механических свойств конструкционной низкоуглеродистой стали 09Г2С на разных этапах механо-термической обработки приведены в таблице 1.
При холодной радиальной ковке стали 09Г2С происходит упрочнение: после деформации со степенью 55% наблюдается рост предела текучести на 50%, а предел прочности повышается практически на 30%. Характеристики пластичности после холодной пластической деформации существенно снижаются: относительное удлинение уменьшается практически в 2 раза по сравнению с исходным термоулучшенным состоянием.
Характеристики ударной вязкости образцов исследуемой стали в результате холодной пластической деформации снижаются в среднем на 15%, но по-прежнему остаются на достаточно высоком уровне (таблица 1).
Последеформационный нагрев на 300˚С стали 09Г2С не приводит к существенному изменению характеристик механических свойств, однако при этом снижается уровень относительного удлинения на 25%. Изменение относительного сужения и ударной вязкости образцов с U-образным концентратором и с трещиной не превышает 10% по сравнению с исходным термоулучшенным состоянием.
Таблица 1. Значения механических свойств стали 09Г2С после различных режимов обработки.
|
Режим обработки |
σ0,2 (σтв/σт) |
σв |
δ |
ψ |
KCU |
KCT |
|||
|
МПа |
% |
МДж/м2 |
|||||||
|
Улучшение |
520 |
650 |
33 |
79 |
2,50 |
2,10 |
|||
|
Один проход РК (ε≈20%) |
640 |
690 |
22 |
75,5 |
2,25 |
1,80 |
|||
|
Два прохода РК (ε≈40%) |
705 |
755 |
22 |
74 |
2,15 |
1,75 |
|||
|
Три прохода РК (ε≈55%) |
770 |
825 |
17,5 |
69,5 |
2,3 |
1,75 |
|||
|
Три прохода РК (ε≈55%) + нагрев 300˚С (1 час) |
815/810 |
815 |
13 |
70,5 |
2,0 |
1,65 |
|||
|
Три прохода РК (ε≈55%) + нагрев 500˚С (1 час) |
665/660 |
675 |
19 |
71 |
2,1 |
1,60 |
|||
|
Три прохода РК (ε≈55%) + нагрев 600˚С (1 час) |
565/560 |
595 |
23 |
74 |
2,5 |
2,2 |
|||
Примечание: В столбце предела текучести через дробь приведены верхний (числитель) и нижний (знаменатель) пределы текучести.
Отжиг при температуре 500˚С вызывает разупрочнение исследуемой стали: прочностные характеристики снижаются на 15% по сравнению с холоднодеформированным состоянием, при этом предел прочности практически равен значению, полученному после термического улучшения. Предел текучести стали 09Г2С после отжига на 500˚С на 25% выше, чем в исходном термоулучшенном состоянии. Относительное удлинение в этом случае несколько увеличивается по сравнению с деформированным состоянием, но его уровень практически в два раза ниже по сравнению с термоулучшенным состоянием. Относительное удлинение и ударная вязкость остаются на уровне холоднодеформированного состояния (таблица 1).
Увеличение температуры отжига стали 09Г2С до 600˚С приводит к получению характеристик механических свойств σ0,2, σв, КСU и КСТ на уровне исходно термоулучшенного состояния, а характеристики пластичности значительно снижаются – δ на 42%, а ψ на 10%.
Заключение
Таким образом, холодная пластическая деформация методом радиальной ковки вызывает уменьшение структурных отличий в строении внешней и внутренней поверхности исходно термоулучшенной трубной заготовки, что связано с диспергированием элементов структуры и субструктуры исследуемой стали в результате развития процессов ее фрагментации. Последеформационный нагрев на температуру 500 или 600°С вызывает развитие процессов рекристаллизации, при этом в микроструктуре, исследуемой с помощью светового микроскопа, практически не выявляются участки структурно свободного феррита. Таким образом, холодная РК и последеформационный нагрев позволяют исправлять дефекты микроструктуры, полученные при закалке и высоком отпуске (такие как структурно свободный феррит) за счет их диспергирования. После отжига при температуре 500°С формируется ультрамелкозернистая структура со средним размером субзерна α-фазы 555 нм.
Увеличение степени холодной пластической деформации вызывает рост характеристик прочности (σ0,2 и σВ) исходно термоулучшенной конструкционной стали 09Г2С, а характеристики пластичности (ψ и δ) и ударной вязкости (KCU и КСТ) при холодной пластической деформации несколько снижаются, но остаются на достаточно высоком уровне.
Последеформационный нагрев на 300˚С практически не изменяет характеристики прочности, которые сохраняются на уровне холоднодеформированного состояния, а характеристики надежности несколько снижаются. За счет низкой отпускоустойчивости конструкционной стали 09Г2С последеформационный нагрев на 500…600ºС вызывает снижение характеристик прочности, относительного сужения и ударной вязкости KCU и КСТ, по сравнению с деформированным состоянием. Нагрев в данном интервале температур формирует комплекс механических свойств: σ0,2, σВ, ψ, KCU и КСТ на уровне исходного термоулучшенного состояния, а относительное удлинение уменьшается на 30%.
Данная комплексная механо-термическая обработка, включающая как холодную радиальную ковку, так и последеформационный нагрев стали 09Г2С, позволяет исправлять дефекты микроструктуры, полученные при исходном термическом улучшении, и значительно повышает сопротивление хрупкому разрушению за счет общей фрагментации структуры.
Рецензенты:
Ханов А.М., д.т.н., профессор, заведующий кафедрой КМиТОМ Механико-технологического факультета ФГБОУ ВПО «Пермский национальный исследовательский политехнический университет», г. Пермь.
Беленький В.Я., д.т.н., профессор, декан Механико-технологического факультета ФГБОУ ВПО «Пермский национальный исследовательский политехнический университет», г. Пермь.